1. 銀ろう溶着工法の特徴
銀ろう溶着工法の工法形態は黄銅ろう溶着工法と同じですが、最大の特徴はレールへの熱影響が小さいことです。
黄銅ろう溶着工法の適用制限は、レールへの熱影響発生の危険性があることに因ります。そしてそれは、使用するろう材の溶融温度に起因しています。
このため、当社では新しい低温ろう材(ST-Ag40)を開発しました。溶融点が730℃でロウ付け温度を750℃以下に抑えました。
これにより、レールの組織変成や熱影響が殆ど発生しなくなりました。
- 黄銅ろう溶着工法において制約された適用範囲を超えて施工することが可能となりました(レールの種別を問いません。)。
- 余熱・後熱の作業が省略でき、施工効率が上がりました。
- 銀ろう溶着工法は、ろう材の成分に有害物質は含まず、更に溶融温度が低いことから黄銅ろう溶着工法と比較して溶着時に使用する熱量も約半分となり、環境にも優しい工法となりました。
- 電気伝導率は黄銅ろうの4倍あり、落ち葉等の堆積物に対しても有利です。
2. 工法の詳細
銀ろう溶着工法は、レールに溝を切削し、ろう材を溝に溶着する方法ですから基本的な工法は黄銅ろう溶着工法と同じです。しかし、ろう付け温度が異なることから、黄銅ろう溶着工法で必要とされた余熱、後熱の作業は省略されます。
- 現地調査では、レール種別は問いませんが、クロッシングやトングレール、継ぎ目板部分等のメッキを禁止されている部分を事前チェックします。
- 切削砥石を使用して、レールに溝を切削します。工程は黄銅ろう工法と同じですが、溝の形状が異なります。先に6mm幅の溝を切削し、8mm幅になだらかに成形します。
1-240x184.png)
2-240x184.png)

- 酸素・アセチレン炎で、溝に銀ろうを溶着していきます。

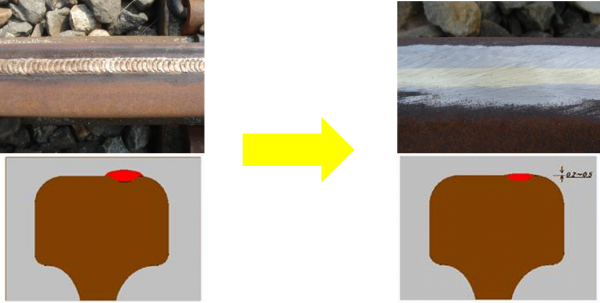
- ろう付けの表面の凸凹を削り取り、滑らかに仕上げます。この時、ろう材の高さはレール面から0.2~0.5mmの高さとしています(これにより車輪踏面への衝撃や異音発生を防ぎます。)。