

1. Outline of brass brazing method
The flow of working with brass brazing method is as follows: 1) Preliminary survey 2) grooving works on the rail 3)pre- heating 4) brass brazing 5) heat down 6)finishing
- At the time of preliminary survey, it confirms the possibility of workable or not.
- To be grooved on the rail by using grinding stone.
- Heat up the rail to approx..450 degree C.
- To be brazed with brass solder on the groove of rail by oxygen-acetylene flame.
- Cool down slowly in the condition of insulation and heating in order to protect
speedy cool down. - The uneven surface on the rail after blazing should be finished smoothly flat.
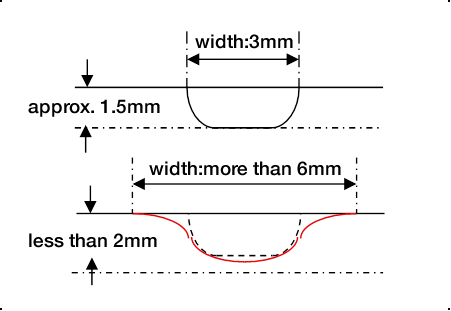
shape of groove
2. Relation with structural metamorphosis of rail
The melting point of brass solder shows between 850 and 1050 degree C which is too risky to the rail damage. Because this temperature condition is surely exceeding the metamorphosis temperature point of carbon steel rail.
In this case, it is quite necessary to take care of the cool down of heating after finishing brazing works.
This is reason that brass brazing method is to be limited for scope of application due to serious heat affection to be left.
Main limitations for application are as mentioned below:
- Not applicable to the rail heat treated.
- Not applicable to small size rail ( less than 40k rail)
- Not applicable to rail for main railway.